- Equipment
- Rollforming lines
- Lines for tile production
- Lines for corrugated profile production (mono)
- Lines for corrugated profile production (universal)
- Equipment for production of the elements of rainwater system
- Lines for roof elements production
- Lines for siding and special profile production
- The Equipment for manufacture of panels of prefabricated buildIngs
- Rollforming tool
- Flying scissors
- Slitting and cutting-to-length lines
- Cross-wedge rolling and Helical-rolling line
- Induction heaters
- Support equipment
- Main/
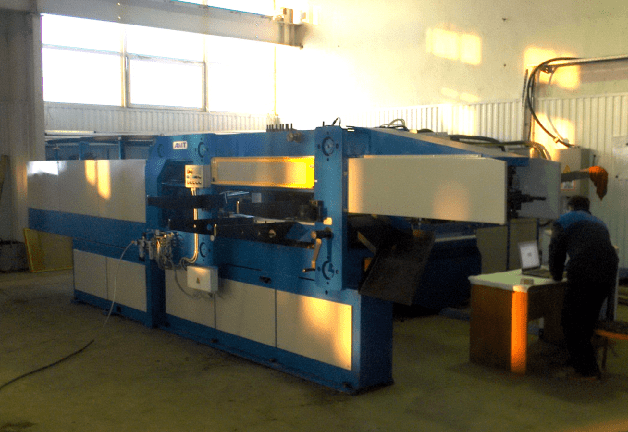
- Cross-wedge rolling lines WRL series
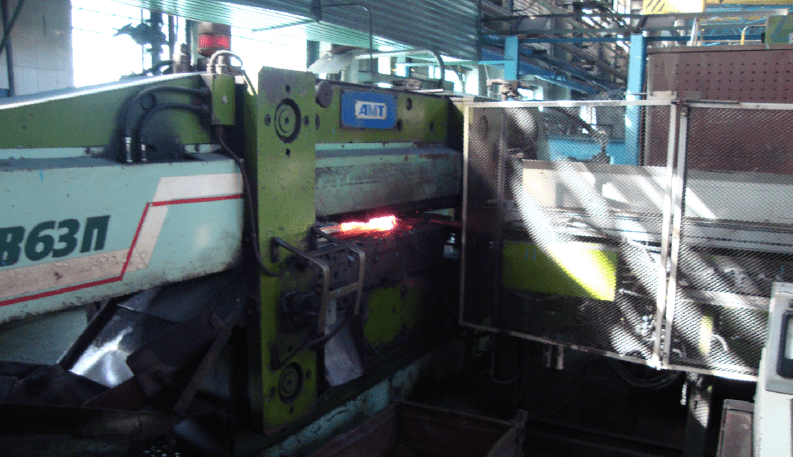
Cross-wedge rolling lines WRL series
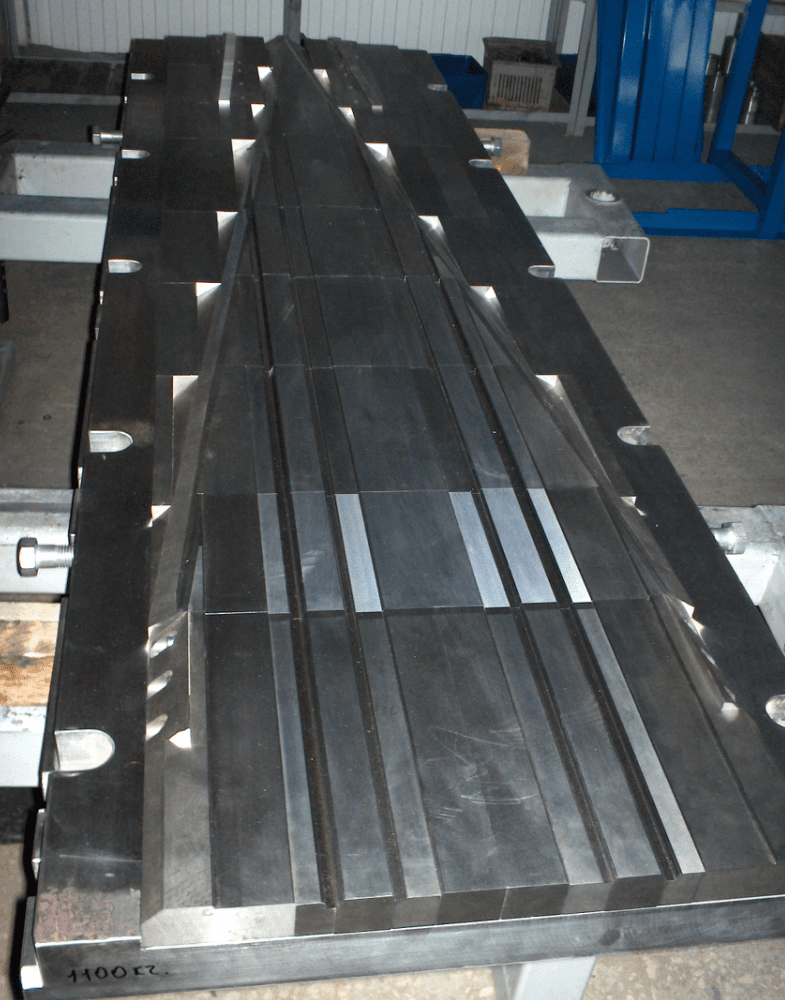
Lines flat cross-wedge rolling machine (analog Forging rolls) WRL series has one (top) flat movable die. A slider is installed on rolling-contact bearings with automatic clearance adjustment allowing to minimize friction losses and avoid clearance in guides when the slider is heated during the rolling process. This is a better type of cross-wedge rolling line than forging rolls. Due to the use of a flat forming tool and a more rigid frame design, the positioning of the rolled workpiece does not require calibration, and the dimensional accuracy in diameter is maintained within 0.1 mm and 0.01 mm for special designs (no elasticity and bending after after rolling).
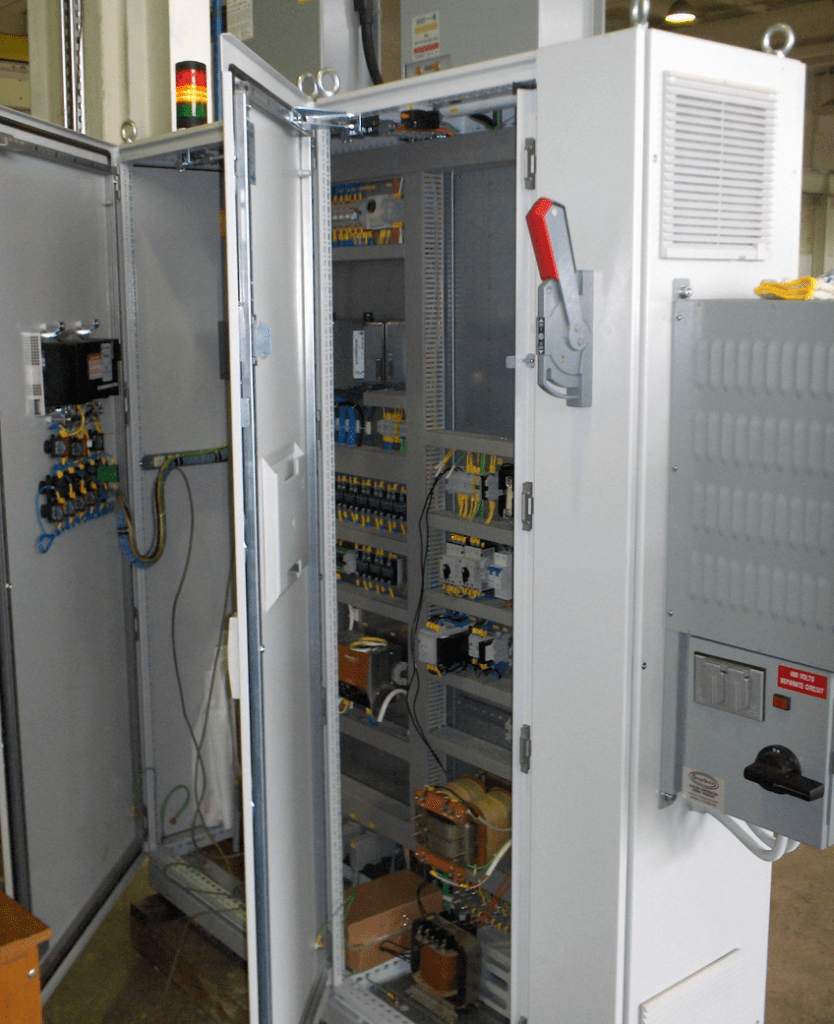
AMTengineering is a manufacturer of cross-wedge rolling lines and mills of the WRL and WRL TS series with a patented design. The equipment is protected by over 20 patents and inventions.
AMTengineering mills, in contrast to mills of other manufacturers, have a rigid closed structure, designed, depending on the size, for a thrust force from 100 to 1000 tons. programmable flow rate (option) or in manual mode by the operator during routine maintenance. Rolling guides reduce the rolling force by 40% and the drive power of the hydraulic station by 50%, which allows increasing the travel speed of the crosshead (tool drive) up to 180 m / min (in other manufacturers' mills up to 30 m / min). From the operating experience during the operation of the mill in three shifts, the guides without replacement and grinding worked for 12 years. Due to the high rolling speed, the contact time of the hot workpiece with the tool is significantly reduced and, accordingly, the heating of the tool decreases and, as a result, its durability increases (at a high deformation rate, the metal fills the mold much better).

Cross-wedge rolling lines of the WRL series are characterized by the presence of one (top) movable tool. The slider in the machine is installed on roller bearings with automatic clearance sampling, which ensures minimal friction losses and no gaps in the guides when the slider is heated during rolling. Production of parts with a diameter of 6-90 mm.
| Model |
WRL 1206 |
WRL 2510 |
WRL 4012 |
WRL 6010 |
WRL 6312 |
WRL 8012 |
WRL 10016 |
|
Diameter of rolled blanks, mm |
12 |
25 |
40 |
60 |
30-65 |
40-80 |
100 |
|
Length of rolled blanks, mm |
200 |
350 |
350 |
350 |
350 |
320 |
420 |
|
Productivity, pcs / hour |
1200 |
500-720 |
450 |
600 |
360-450 |
240-300 |
200-300 |
|
Tool length, mm |
630 |
1000 |
1200 |
1000 |
1200 |
1200 |
1600 |
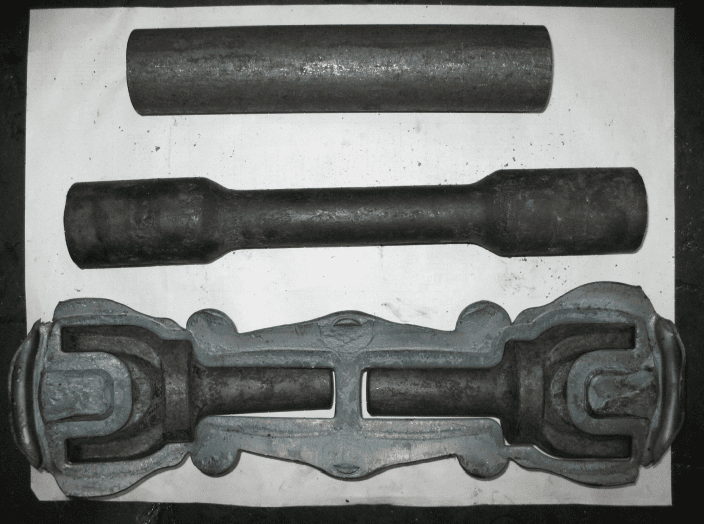
Obtaining forgings (parts) such as bodies of revolution from various grades of steels and alloys (titanium, non-ferrous, difficult to form) by cold, warm and hot rolling.


Advantages of the WRL series cross-wedge rolling line:
- metal utilization factor 0.8-0.98
- slider travel speed up to 180 m/min
- tool change time 20-30 minutes (with an automatic gripping system up to 5 minutes)
- single and pair rolling of parts possible
- tool life is 20 times higher compared to GCM
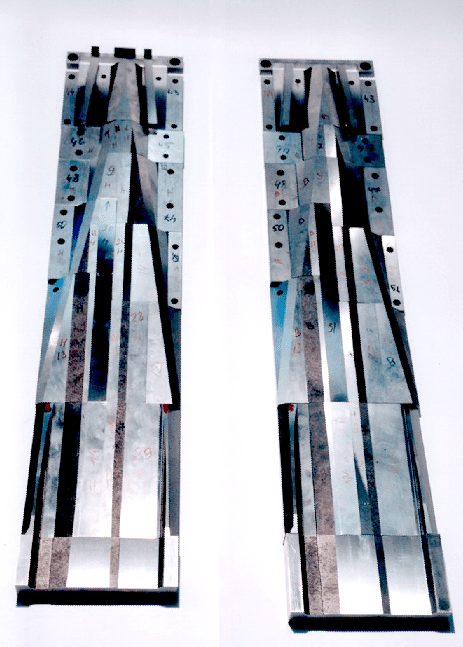
- no expensive equipment is required for the production and repair of flat tools
- most effective when rolling a large range of high-precision parts of complex configuration.
- automatic tuning system, adjusting all parameters in the process of line operation.
- strengthening of the structure of the part and the absence of ellipticity
- rolling of asymmetrical parts
- increase in the period of overhaul intervals of dies
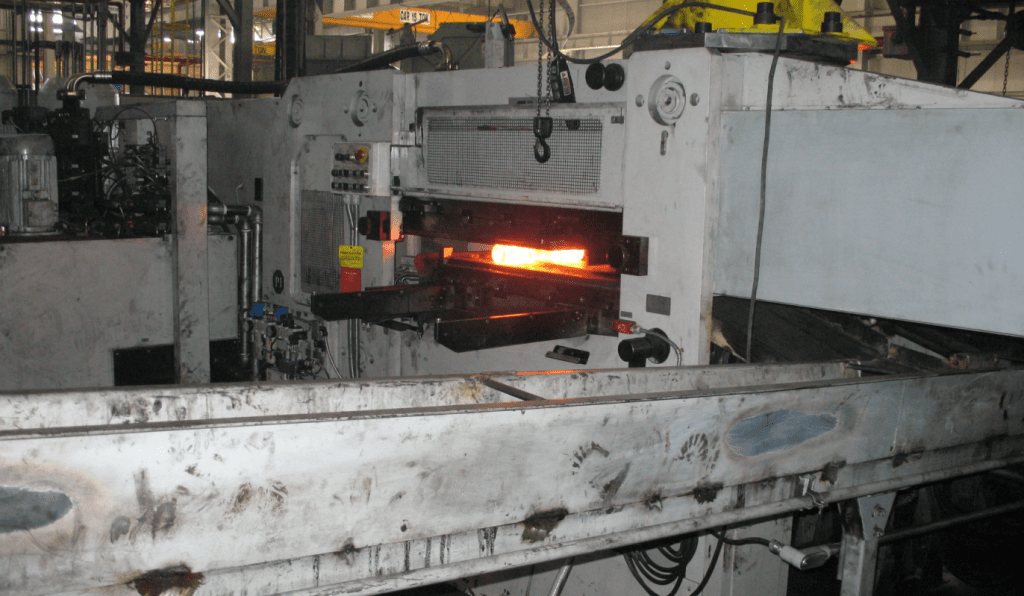
- work in conjunction with induction heaters TFC with continuous control of the input and output temperatures of the workpiece allows to reduce energy consumption and improve the quality of stampings by reducing scale formation.

Efficient cooling or heating system for rolling tools

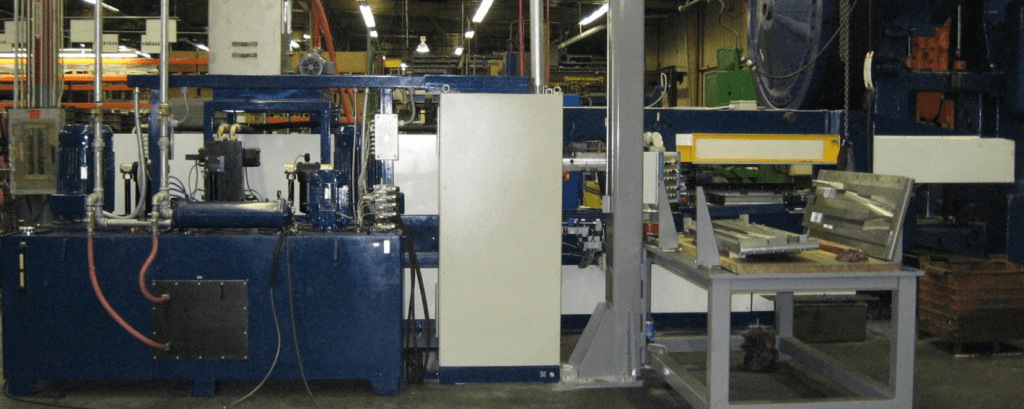
At present we have designed and manufactured the following models of the lines series WRL: WRL2510, WRL 2512, WRL3512, WRL4012, WRL6010, WRL6512, WRL8010, WRL8012.
The model name is determined by the maximum diameter of a billet and by the length of a rolling tool.
For example, a line WRL8010 is designed for rolling of billets with maximum diameter of 80 mm and has a length of rolling tool 1000 mm.
Single-piece rolling output of the lines WRL series can reach 600 parts/hour (depending on RF current heating power). The output of pair rolling is doubled.
3D model of the WRL series cross-wedge rolling line with an induction heater with automatic billet feeding


Cross-wedge rolling line WRL2510 - production of electric motor shafts, hinges, axles
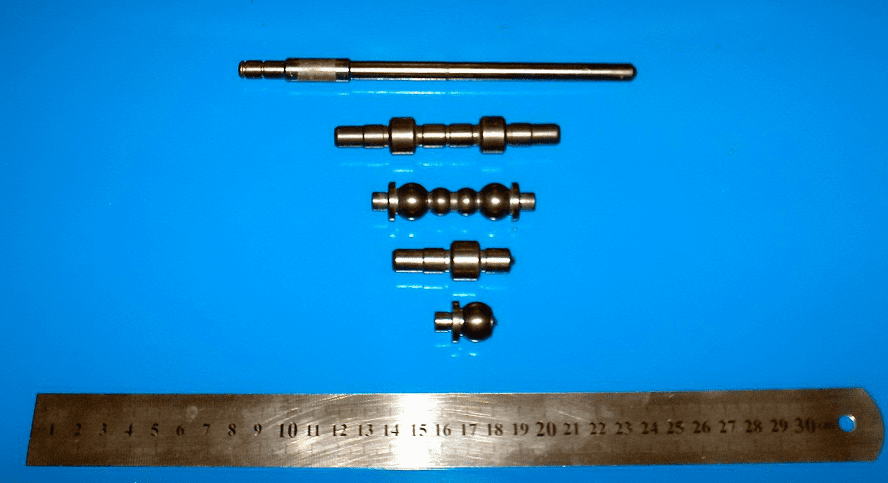
Cross-wedge rolling line WRL4012 - production of forgings of wrenches for flashless stamping

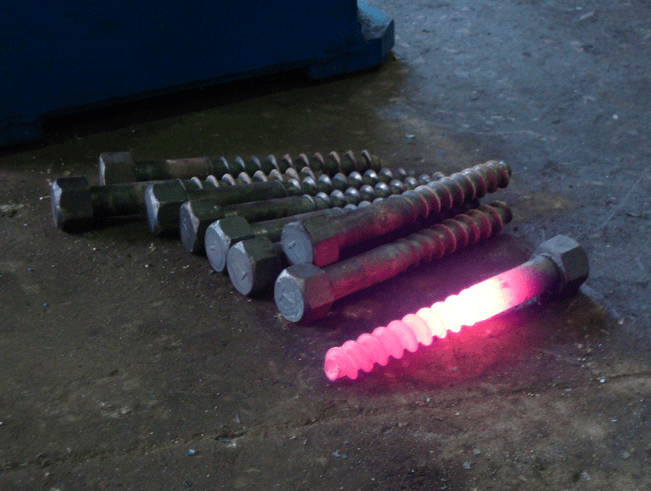
Cross-wedge rolling line WRL6010 - production of railway track screws, ceramic high-voltage insulator rods, mining cutters.


Cross-wedge rolling line WRL6312 - production of gearbox shafts for agricultural machinery, steering parts

Cross-wedge rolling line WRL8010 - production of forgings of forks cardan shafts
Cross-wedge rolling lines are best suited for forging and pressing industries aimed at reducing metal waste, improving the technological process in conditions of mass production of parts. According to the experience of our customers, the cross-wedge rolling lines with flat tools of the WRL and WRL TS series allow solving the tasks set for the equipment and closing questions for a long time. Rolling mills produced by our company AMTengineering, supplied to customers, in the mode of 2-3 shift operation due to the incorporated technical solutions have been operated for decades for Mexica, USA and countries in Eastern Europe.
Download catalog - Cross-wedge rolling lines WRL series